您的位置 >> 新闻资讯 >> 行业新闻
模具成形块设计注意事项模具
- 发布时间:2016-11-23
- 点击:1676次
- 作者: admin

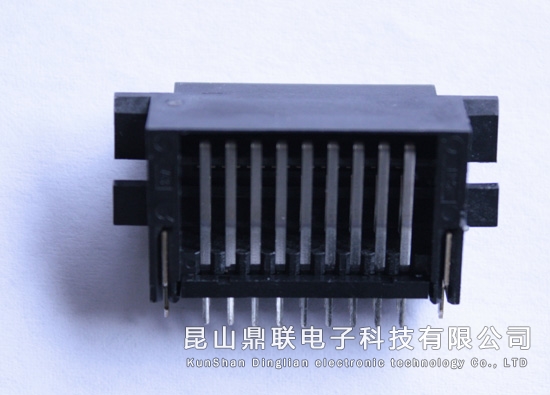
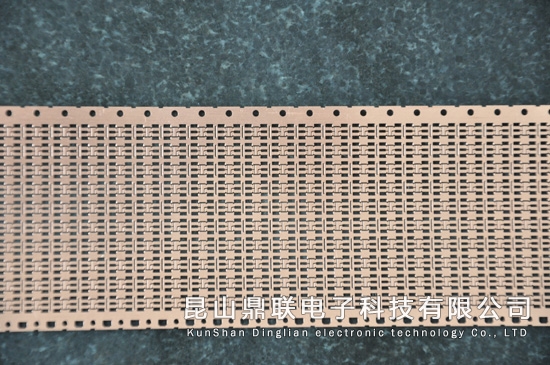
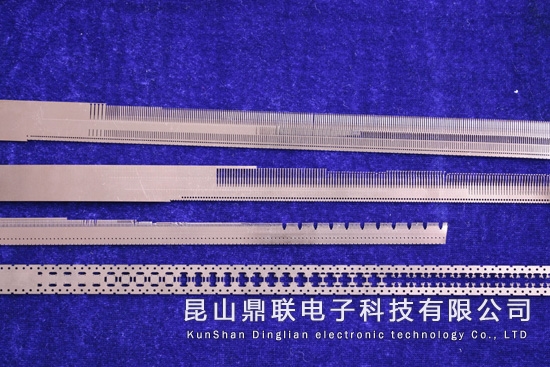
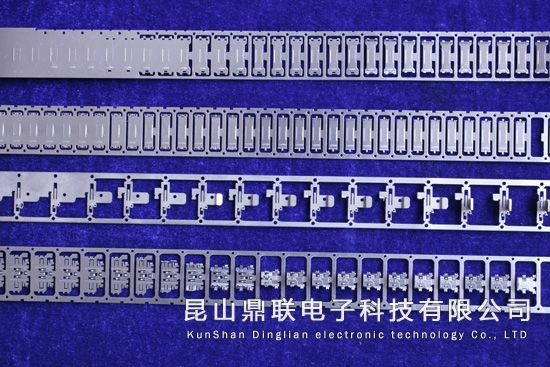
模具配件加工成形模加合模导柱,摆杆成形脱料结构需加顶杆。内脱料板上的定位块用螺丝固定或侧面锁在内脱料板上,以防擦伤产品。如产品内孔Φ 4mm,定位孔单边+0.005mm,定位销磨头部Φ 3.9mm,定位孔用第一工程冲孔,外形精定位单边+0.03mm,材质SK3或SKD11,热处理58HRC。滚轴成形时上成形块向内退0.1mm,下模成形块位置不变,成形间隙t+0.1mm以防擦伤产品,下模成形块两端面攻牙锁挡块或镶固定键固定滚轴,间隙0.1mm以便滚轴转动。
结构复杂的凸包要在封闭线框引线注记说明,方便线割,上下模均设顶销,异形凸包回压0.2mm,异形两端线割,余部研磨放电。凸包成形时在成形块上设计凸筋防止拉料, 凸包成形后再开复合模。 向上拉深大的凸包,下模做共用小脱板,对向面废料保留做固定镶件垫平。向下凸包时,凸包冲从脱料板割出作共用件垫高,底面沿周倒角,腰形凸包冲与对向面等大或小0.5t,下模设计顶销,回压时脱料板平压不割。
来自:精密模具零件加工
联系我们

名 称:昆山鼎联电子科技有限公司
电 话: 0512-55108928
手 机: 13205159191
传 真: 0512-55108926
地 址: 中国江苏省昆山市周市镇萧林东路132号(原新浦路)
主 页: http://www.ksdinglian.com